Disclaimer: I had one of the first Form1 printer sent to backers so my point of view might be biased and I’m sure Formlabs have perfected their calibration process and maybe even changed some mechanical parts of the printer to answer some of the point raised in this article. Take all of this with a grain of salt, read some of the forum posts and make your own judgment!
It’s been a while since I posted on this blog but wanted to update my (few) readers on my current 3D printing status. I’ve finally sold my 3D touch a few weeks back, I had sold my Form1 previously in October to people that needed one to develop alternative resins. I’m waiting for a Zim dual head printer that should be there is a few month, so I’m not abandonning the 3D printing world. It’s just a pause 🙂
So why posting on an old subject?
After a few months of use, I reached the conclusion that the Form1 with all its promises was not going to work for my needs (more details under). But at the time, the number of printers in the wild was small and I couldn’t say if my experience was a fluke or more an intrinsic issue of the design. Then it happened: more and more posts in the forum talked about bad galvo calibration, or printer that would lose calibration after some time. The final stroke was a post made by Kevin Holmes (PDF) were he had to manually adjust the analog PID controllers of each axis to correct his axis scaling and another one (PDF) where he had to replace a galvo on his printer… There is also a growing concern to know if the printer can be used for engineering purpose.
When I pledged on Kickstarter, my idea was to use the Form1 to design brain teasers. In other words, mechanical assembly where all the pieces have to slide and fit perfectly with reduced tolerances. But what the Form1 brings to the table is slightly different: the galvanometer system is analog and moves continuously drawing very smooth curves. In other word while the system is precise, it does not mean the result will be accurate.
Precision is not Accuracy
First, the difference might seems like a semantic war (see how the “Does zero padding help in improving frequency resolution?” discussion on the DSP group of Linkedin turned into a flame war). The topic is also relevant to my area of work when it’s important to know the range of possible steps/pixel a cursor of a touch screen can move to (precision or quantization) and what is the maximum deviation from the real position (accuracy). To make it more clear the schematics under should explain what I mean:

So Precision is akin to the number of steps the laser point can move, and in a Form1 you could consider it as nearly infinite as the analog PID are effectively smoothing the output and the mirrors have a finite frequency response. Now, even if the laser is moving smoothly from one point to the next, it does not mean the laser is aiming to to right location on the bottom of the tank. These accuracy / linearity errors can have many causes.
Accuracy errors in the Form1 cause and mitigation
The challenge of creating a cheap stereo-lithography printer is the temptation to use cheaper elements. From my point of view, the current design can be improved in these areas:

Schematics from http://formlabs.com/products/our-printer
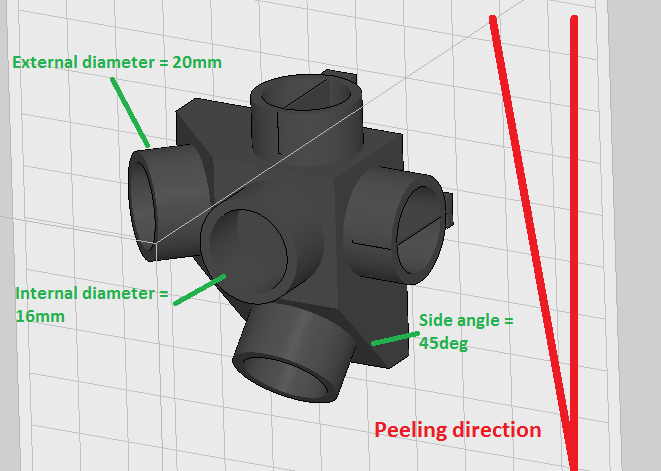
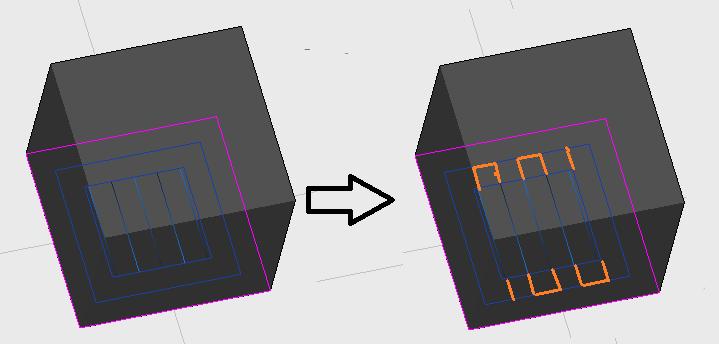
- The pealing process is really creating tension force that leads to deformation or requires heavy supports that cannot be cleanly removed from the part. Adhesion to the build platform and damage to the PDMS are also sources of failure. Some of the professional printers are using a dive-in structure were the part is sinking in the resin and the new layer is cured from the top but you need to maintain a large tank of expensive resin.
- To make is more compact, the printer is using a mirror to bend the laser path. The beam is now touching the bottom of the tank with a variable angle. As the tank is composed of multiple material, the refractions will deform the laser spot and introduce non-linearity on the border of the print area that could be challenging to correct.
- The printer does not include any optics to correct of the barrel effect (F-theta lens), as the laser paths will be varying in length, the focus spot size might change depending on the location.
- Last but probably the most important element are the galvanometer amplifiers. Choosing a analog PID controller was really terrible as the user cannot really adjust or calibrate the printer without opening it and fiddling with variable resistors on the controller board (which will void the guaranty). Digital PID controllers (or cheap FPGA with DAC/ADC converters) wouldn’t have been much more expensive and would have given a very wide range of calibration options.
Note that apparently Formlabs has included an option to scale the X and Y axis in Preform 1.2.1 to compensate for some of the calibrations errors, so they are making effort answering the user-base but these correction are likely to be global and won’t correct local non-linearities that I’ve observed on the border of the platform.
Form1 from an engineer point of view
So in its current contraption, I would classify the Form1 in the top left quadrant (Precise but not accurate). Depending on your requirements, this might be perfectly acceptable. So for example if you model figurines or art shapes where surface finish is more important than dimensional accuracy then the Form1 might fit your needs. For mechanical assemblies with small tolerances having a 1.5% discrepancy on the scale of one of the axis (error that I had on mine) makes any circle an ellipse and render the pieces not usable.
For mechanical parts, I would be tempted (but I have no experience) to use either:
- DLP stereo lithography printers that at least guaranty that each voxel (pixel projected) is at the right location. The calibration of these printer seems to be more straight-forward as you only have to make sure that the projection area is rectangular.
- An other option might be the ink-jet printers were the XYZ moving stage is more accurate in positioning the print head
Unfortunately there is no free lunch in this word, so I will go back to FDM low cost printer that at least fit my budget with an acceptable accuracy and finish for the price of the consumable. If you can recommend any other solution please send me a message or comment!
[<<Prev. -Preform not compatible with JewelCAD] [3D Printer articles] […- Next>>]